

A key to the advancement of high energy-density, lithium-ion, battery packs is effective management of heat generated during charge and discharge cycles. Heat is often managed by connecting battery cells and/or modules to a cooling plate or pack via thermally conductive materials (gap fillers or adhesives). Typically, they are two-component polymeric resins with ceramic fillers. These promote heat conduction by displacing air from not only microscopic surfaces but large gaps as well.
Electric Vehicle (EV) battery pack architecture is driven by cell form factor: Pouch, Cylindrical, and Prismatic. The cell type is the main guiding influence module/pack design and thermal management material needs.
Pouch and cylindrical cells are typically constructed into modules, and modules are linked together in the pack. Pouch cells require this type of construction due to their lack of structural rigidity, whilst cylindrical cells need this due to the high piece count (>1000). Previously, prismatic cells were handled in the same manner, but with the advent of cell to pack/plate architecture, there is no longer a need for modules.
Generally, pouch cells stacks are formed into modules in three ways, typically using a thermal adhesive or gap filler and then either ambiently cooled or put in contact with a cooling system:
Inserted into a can with no adhesives or thermal management
Inserted into a can with thermal adhesives
Stacked with an aluminum heat spreader between each cell with and without thermal material
Cylindrical cell module designs fall into three categories prior to being inserted into the pack and connected to the cooling loop:
Inserted into plastic carriers using interference fit or structural adhesives
Side bonded to a cooling ribbon with thermal adhesives
Fixtured into an array and then the cell bottoms are bonded to a housing or cooling plate using a thermal adhesive
Prismatic cells are used to form modules or packs (modules are inserted into the pack) typically using a thermal adhesive or gap filler:
Modules are formed by grouping the cells into a stack and then either inserted into a module housing or onto a cooling plate, both using thermal adhesives or gap fillers
Packs are directly formed by bonding large format cells (~1m length) directly to the bottom plate using thermal adhesives or gap fillers
Opportunities and Challenges
Many design and manufacturing opportunities and challenges exist for each form factor.
Pouch cell challenges include:
Minimal structural rigidity, requiring additional housing
Use of low surface energy polyethylene films as the outermost layer of the foil pouch, which limits the ultimate strength of adhesive-based stack-ups
Marginal surface area for heat removal when stacked without heat spreaders (i.e., edge cooling)
Cylindrical cell challenges include:
Smaller cell size, requiring many cells to achieve vehicle range
High cell count necessitating exact positioning to ensure proper locating for downstream processes
Significant mechanical fixturing requirements
Nickel-plated steel surfaces that can be difficult to bond
A cell can live when PVC shrink-wrap sleeves are not used
Prismatic cell challenges include:
Higher individual cell surface area compared to cylindrical or pouch cells, leading to tolerance issues for both the cell and the cooling plate/pack
Use of low surface energy shrink-wrap films or tapes for dielectric protection, which limits the ultimate strength of adhesive-based stack-ups
Greater need for flexibility due to larger areas resulting in more tolerance stacking and larger stress from thermal expansion.
Many of these challenges can be mitigated using thermal gap fillers or thermal adhesives.
Early EV battery pack applications relied on a small number of highly specialized formulations. Today, EV battery systems benefit from a broader portfolio of thermally conductive materials that are still engineered specifically for battery pack requirements but offer a wider range of performance and processing options.
At Parker Lord, the distinction between gap fillers and adhesives is based on strength. Gap fillers typically exhibit lap shear strengths below 7 MPa (10015psi), while adhesives are generally well above this threshold.
Thermal adhesives formulated for electric vehicle battery manufacturing
Two-component acrylic structural adhesives have been used for the last 50 years to bond automotive panels. Their ability to bond directly to various metals and finishes, along with room-temperature curing, has dramatically reduced the amount of mechanical fixturing and/or welding required. Likewise, two-component, thermally conductive potting and encapsulation materials have been used for the last 60 years to protect electronic components and remove heat.
As an industry leader in both categories, scientists at Parker Lord were able to combine these two technologies, creating a new class of adhesives: thermally conductive structural adhesives.
Parker Lord’s CoolTherm TC-2002 Thermally Conductive Structural Adhesive was the first commercial product in this category. Its high strength and thermal conductivity, combined with the ability to bond nickel-plated steel to powder-coated aluminum and cure at room temperature with a relatively short fixture time, enabled significant design freedom for cylindrical battery modules.
As new cell-to-pack and cell-to-plate designs are commercialized in electric vehicle (EV) powertrains, the role of thermal adhesives has become increasingly critical. There is a growing need for innovative thermal adhesives that effectively bond battery cells to pack components while addressing performance and manufacturing challenges.
Key improvements in acrylic and urethane thermal adhesives include:
Tailorable bond strength for structural or reworkable pack designs
Increased elongation for enhanced durability
Adapted cure speeds
Methods to facilitate high-throughput manufacturing.
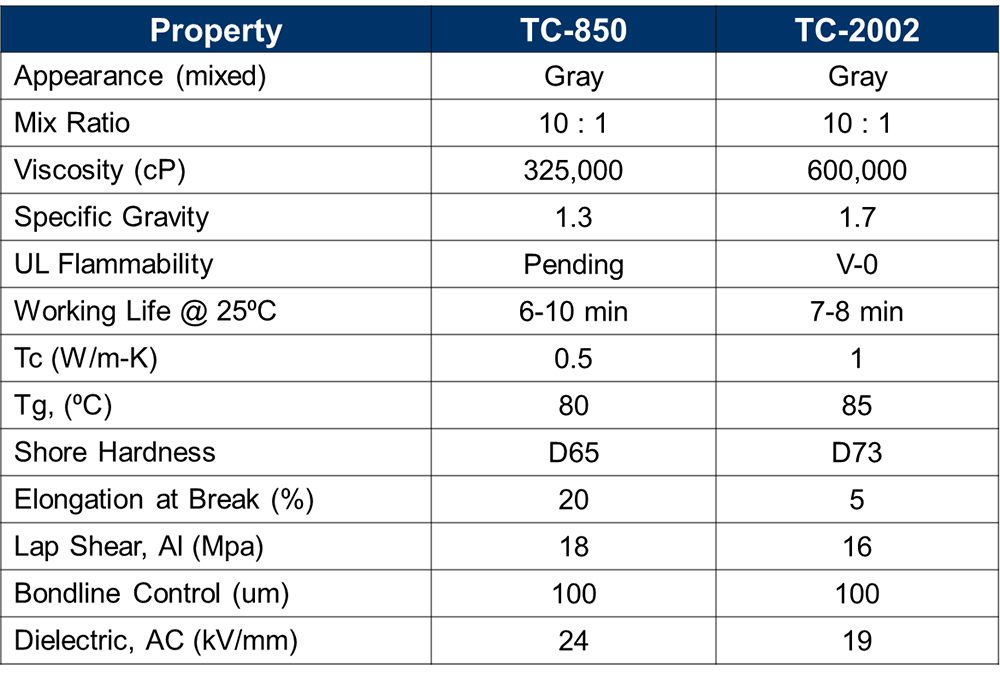
The latest release from Parker Lord is CoolTherm TC-850 Thermally Conductive Acrylic Adhesive, which builds on the capabilities of CoolTherm TC-2002. Leveraging recent structural adhesive innovations has enabled four times higher elongation, as well as increased adhesion to plastics and coatings.
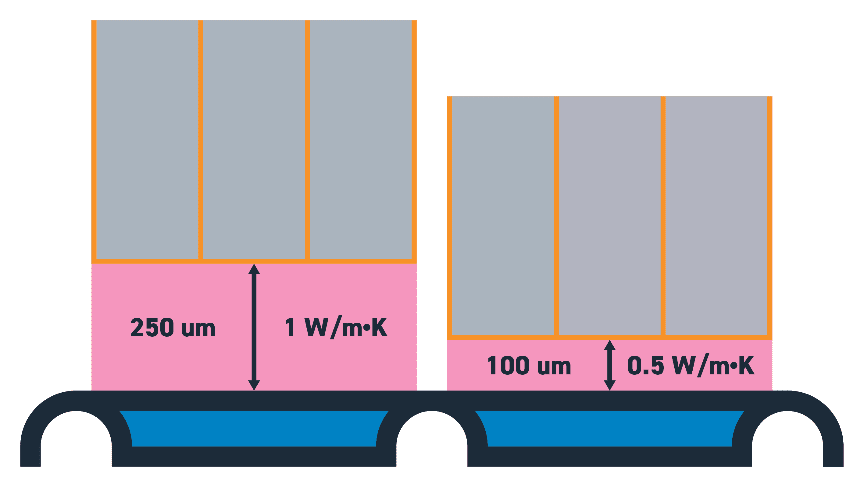
One note regarding bondline – in general, adhesives provide higher levels of strength with thinner bondlines. A standard bondline is 250 µm, but when reducing thermal resistance is critical, thinner bondlines are always better. For these products, 100 µm was determined to be ideal. This thickness allows for sufficient breakdown strength, reduces material usage, and lowers the required thermal conductivity.
See below for an illustration demonstrating that a 0.5 W/m∙K with a 100um bondline achieves lower thermal resistance compared to a 1 W/m∙K material with a 250um bondline.
Wrapping it up
In conclusion, selecting a thermal adhesive that aligns with specific cell-to-pack designs and needs will equip battery pack designers and material engineers with the knowledge to optimize pack performance, reliability, and cost-effectiveness.
Parker Lord has a wealth of expertise and knowledge to help you with your EV battery design. If you want to connect with one of their application engineers to get started, then reach out today.





